With the increasing requirements of environmental protection, lubricants containing metal soaps can no longer be the direction, can be completely removed from the pure organic lubricants into the mainstream.
The initial development of pure organic lubricants for the paraffin wax and its variants, due to high molecular weight, its softening point temperature of more than 130 degrees Celsius, can meet the needs of conventional operations. However, in recent years, the powder metallurgy industry has become more and more demanding in terms of pressing density and the appearance of green billets, which requires higher internal and external lubricant performance.
For the same functional group of organic matter, its lubricity depends on the molecular weight, and the lower the molecular weight, the better the lubricity, and lubricity also determines the softening temperature, the better the lubricity, the lower the softening temperature. In other words, a moderate softening of the lubricant at the pressing temperature improves the lubricating effect, therefore reducing the molecular weight is the recent popular direction of powder metallurgical lubricants, but most of these lubricants can not be used smoothly, in high temperature and high humidity of the summer, this lubricant is easy to agglomerate in the storage, mixing and transfer process, thus causing later product defects. Although many methods have been developed for the dispersion of the lubricant particles, such as pre-mixing with graphite powder, the results are not good.
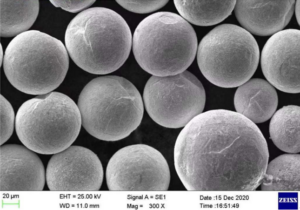
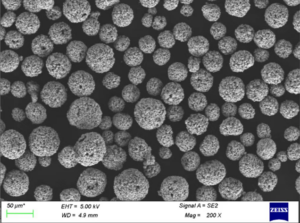
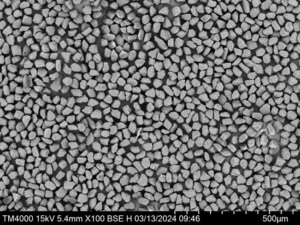
Shanghai TRUER Company finds another way to select the late lubricant with excellent lubrication and softening point around 80 degrees Celsius, and the early lubricant with good lubrication and softening point around 140 degrees Celsius. Then the raw materials of both are put into the same reactor to melt completely while stirring spray granulation, the molten liquid droplets in the process of falling and cooling, the low melting point material is given priority to solidify the nucleus, while the high melting point material is followed by solidification of the outer layer, the lubricant is designed as composite particles.
In this way, during storage, mixing and transfer, the high softening point shell serves as a protective material to prevent lubricant agglomeration; while in the later stages of pressing, the lubricant particles break under pressure, and the low softening point element with high lubricity breaks out of the shell and participates in particle remaking and mold wall lubrication to improve lubricity and improve product appearance.
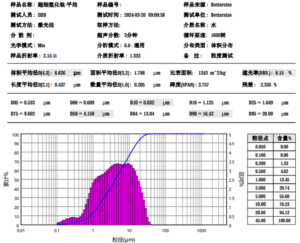
At the same time, the use of atomized powder method, particle morphology specifications, beneficial to the final powder of the loose than the flow rate; particle size distribution uniformity, to prevent large particles caused by hole defects.
After nearly two years of adaptive testing, it can adapt well to seasonal changes and provide stable performance. It is a lubricant that is excellent both inside and outside, and both inside and outside.
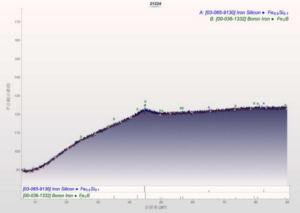
High temperature oxidation of Inconel 939 formed by LPBF
High temperature oxidation of Inconel 939 formed by LPBF Introduction Nickel-basedsuperalloys are corrosion-resistant alloys designed for high temperature applications up to 1100 to 1150°C. Due to their high levels of creep resistance, vulcanization and oxidation, these alloys have been widely used in the aerospace and energy industries. They typically contain up to 10 alloying elements,