Abstract: This paper describes the importance of the current iron-based powder metallurgy industry additives, the introduction of the main additives of the basic functions, mechanism, key indicators, selection methods, and development trends.
Keywords: powder metallurgical additives
1. The importance of additives in the iron-based powder metallurgy industry.
For the iron-based powder metallurgy industry, the main raw material for the basic iron powder, accounting for more than 90 to 95% by weight, the rest of the lubricants, graphite, metal monomers, and other excipients, excipients collectively known as additives. The excipients are used to achieve special functions in the production or use of products.
With the development of the iron-based powder metallurgy industry, powder metallurgical components are widely recognized by many industries, such as automotive, home appliances, gardening, agricultural machinery, power tools, hydraulics, and motorcycle industry, the structural and functional specific use requirements are subdivided and intensified. Therefore, the special production and use requirements are increasingly dependent on special additives, the level of additive development largely determines the effect of the fine development of the powder metallurgy industry, the role of additives should not be underestimated.
2. Lubricants
The function of the lubricant is to lubricate during the pressing process in order to reduce the molding pressure and release force. Lubricants are typically organic compounds or stearates, which have low shear and help to rearrange the particles in the early stages of pressing, and in the latter stages of pressing by shearing themselves to separate the die wall from the powder and the powder particles from the particles, forming a lubricating layer.
For the same parts, lowering the forming pressure can make the press downgrade, especially for the challenge of the maximum pressing pressure of the product is no small matter; for the same press pressure, lowering the forming pressure means that under the same pressure can increase the product density, as we all know, the green density is the basic basis of the mechanical properties of powder metallurgy products, especially for the density of 7.1g/cm3 above the product! As for iron powder, it is already beyond its strength, and improving compression depends on a good lubricant. Reducing the release force slows down die wear and prolongs the life of the die while lowering the release force, which is the main cause of product draw marks, ensures a brighter appearance of the green material. These functions are important to the powder metallurgy industry, and therefore lubricants are a necessary adjunct.
Of course, lubricants also have a number of marginal effects. Different lubricants can make a big difference to the final powder properties, especially the loose ratio and the flow rate; the thoroughness of the sintering removal is also an important aspect, a lubricant that is completely removed during the decomposition of the waxing section does not form residues in the muffles, webbing and inside the product, the sintering furnace is easy to clean and the sintered appearance is clean; in addition, the lubricant also has a direct influence on the strength of the green body, a product with high strength of the green body will not be damaged if it is bumped when moving. The risk will be much less.
When selecting a lubricant, the lubricating properties should be considered first and foremost, along with other factors such as product height, wall thickness, release area, and the presence of steam treatment. The selection of a lubricant is best done under the guidance of a professional.
At present, solid-liquid conversion and full-service lubrication are two important directions in the development of lubricants. Solid-liquid transformation is the lubricant under pressure after the occurrence of solid-liquid phase change, liquid lubricant to the mold wall overflow, to achieve a certain degree of mold wall lubrication, is conducive to improving the density of green body, at the same time, such lubricant softening point is low, in the molding temperature of 60 ℃ above, softened to a semi-liquid, lubrication effect is greatly improved, with the characteristics of warm mold lubrication, but such lubricants are easy to hold a group, mixed material dispersion The other important direction is full lubrication, as we all know, the pressing process includes: bridging collapse, particle rearrangement, lubricant shear, iron powder plastic transformation, slide release, each stage of the lubricant requirements are not the same, a single lubricant can not meet all the functions, the need for a lubricant with a variety of characteristics of the lubricant particles, the so-called synthetic full-effect lubricant, this lubricant has both It does not hold a group and help flow when mixed, it is easy to disperse and not bridge when initial pressure is applied, it lubricates with low shear when deep pressure is applied, it lubricates with partly softened mold wall when demoulding, it solidifies after demoulding and improves the strength of green body, it is easy to remove without residue when sintering.
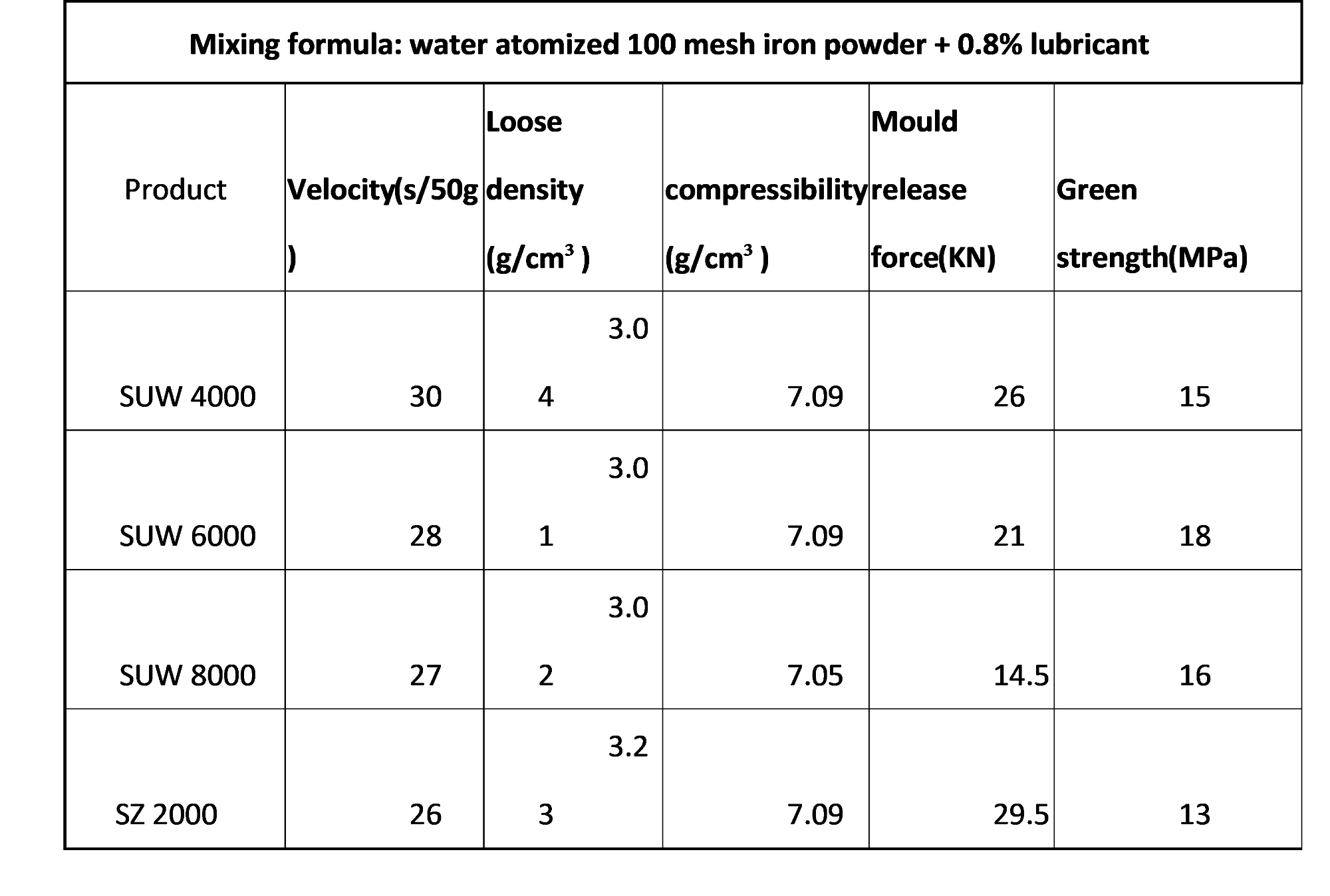
The following table shows the performance indexes of several typical lubricants of TRUER Company, as follows:
3.Graphite
In the iron and steel industry, carbon steel is the most commonly used steel due to its easy smelting, easy processing, low price, good performance and other advantages. The so-called carbon steel that is, carbon as an alloying element of steel, carbon atomic radius is small, the formation of solid solution in iron, resulting in point lattice distortion, thus playing a role in strengthening.
In the powder metallurgy industry, carbon is also the most commonly used alloying element, taking into account the compressibility of the basic powder, carbon can not be added in the form of pre-alloys, but mixed with a single powder to achieve alloy strengthening through solid-state diffusion during sintering. There are several issues to consider when choosing a carbon source: economy, availability and diffusion activity. On balance, graphite powder is the most suitable choice.
Natural graphite is the graphite extracted from graphite ore, while synthetic graphite is the graphite synthesized by calcining the carbon source at high temperature. Generally speaking, synthetic graphite is more crystalline and purer, and of course more expensive, so natural graphite powder is often chosen for conventional powder metallurgy.
For natural graphite, the quality of the ore source determines its crystallinity, while the extraction process determines its purity, and the post-processing process determines its particle size distribution and other indicators. The processing process of natural graphite powder is as follows:
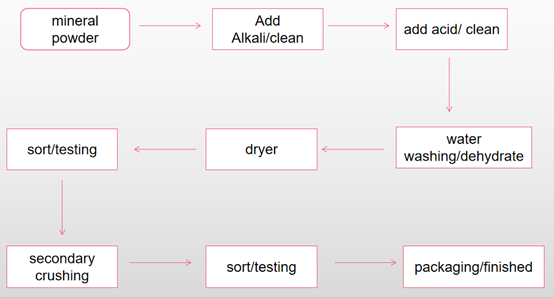
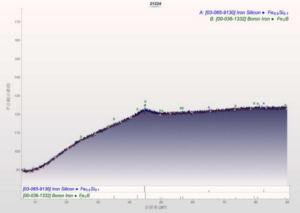
Natural graphite powder has a wide range of applications, of which powder metallurgy is a very small application area. Different applications have different requirements on some basic indexes, and the graphite powder suitable for powder metallurgy needs special customization, especially on graphitization degree, purity, particle size and particle size distribution, moisture control and anti-caking treatment. The figure below shows the metallographic images of different graphite sintered with the same amount of addition (0.85%).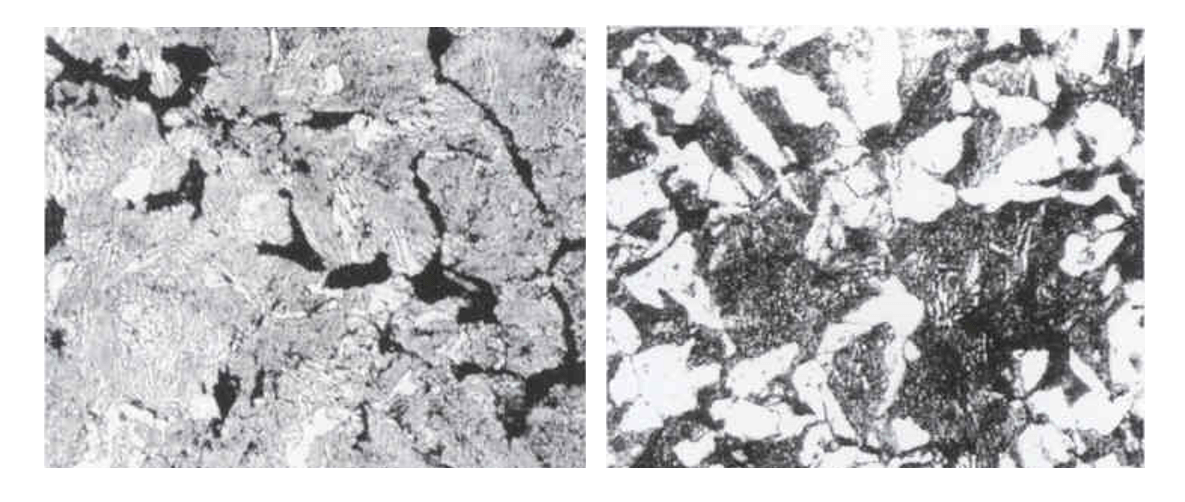
The left picture shows a fully pearlescent tissue, while the right picture has a large amount of ferrite and a very dense pearlescence in the carbon distribution area. Same amount of addition, very different alloying effects.
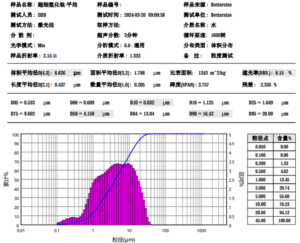
Based on the variety and complexity of natural graphite powder in the market. TRUER selects high quality mineral source, constrains the process and technical standard, and customizes the graphite powder suitable for powder metallurgy alloy strengthening, the specific test results are as follows.
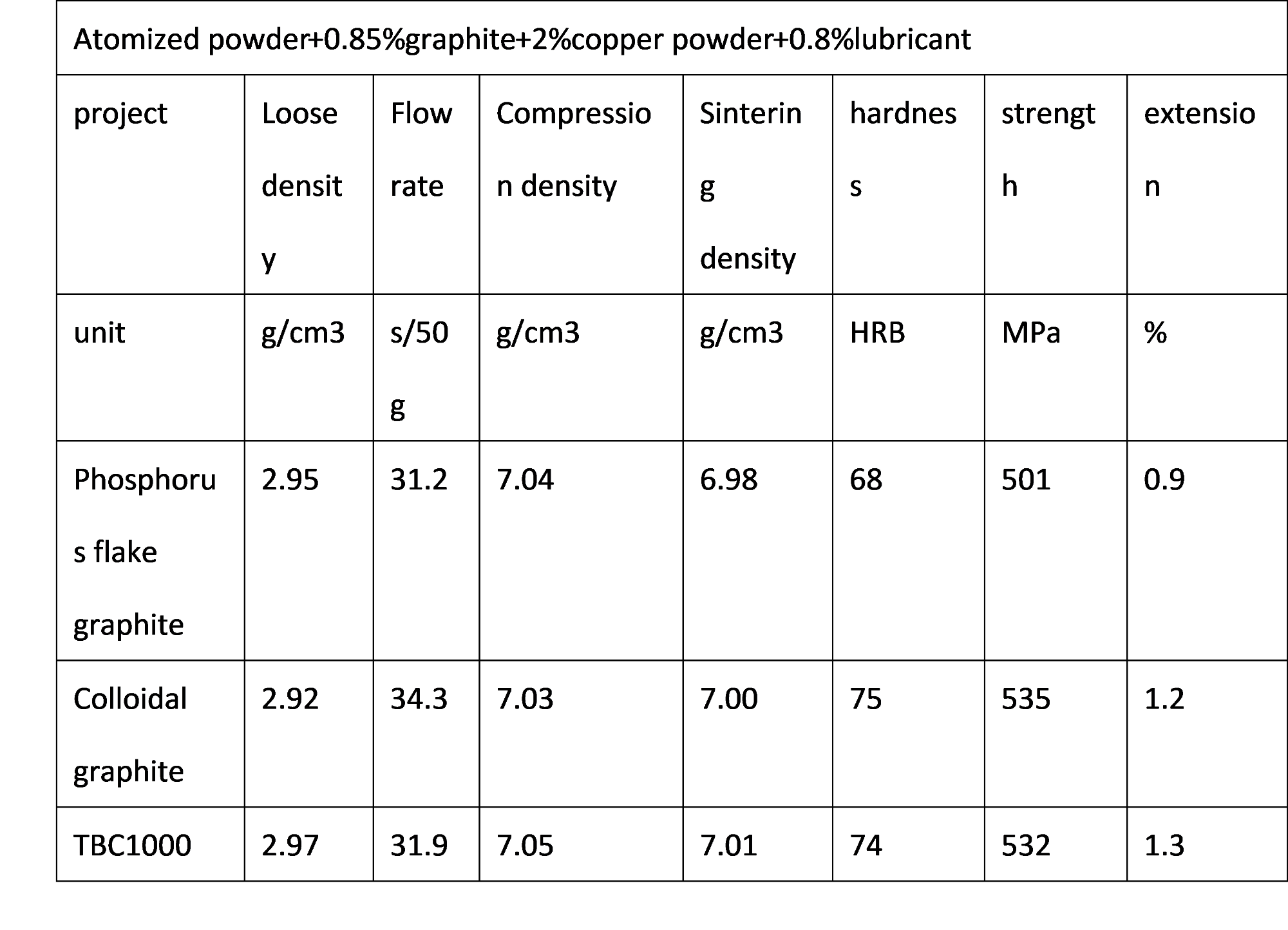
It can be seen from the above table that TBC1000 has good mechanical properties compared to the conventional flake graphite and colloidal graphite in the market.
4. Metal element additives
Since powder metallurgy sintering is a solid phase diffusion, the choice of alloying elements will be subject to greater restrictions.
For copper powder, the normal sintering temperature (1120℃) has exceeded its melting point (1083℃), at this time, the copper will melt, and under the action of pore capillary force, it will quickly spread to a more distant area, and then spread to the internal matrix, forming a strengthening effect; the original copper powder position leaves holes, which is also the main reason why the added copper will cause the size of the larger.
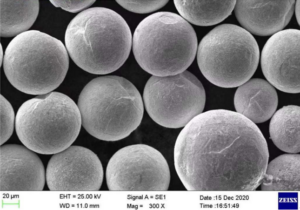
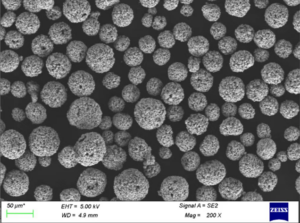
There are two main types of copper powders, atomized copper powder and electrolytic copper powder, each of which has its own advantages and disadvantages. The atomized copper powder has a particle shape closer to that of atomized iron powder, so it can be mixed quickly to achieve homogenization, while electrolytic copper powder has a higher purity and surface area, so it has a better diffusion effect. The particle size of copper powder is 100-200 mesh, which is appropriate, if it is too coarse, the leftover holes will become defects, and if it is too detailed, it is easy to segregate after mixing.
As for nickel powder, due to its large atomic radius, its diffusion method is substitution type, the diffusion effect is slow and the diffusion distance is short, so when choosing nickel powder, we prefer carbonyl nickel powder with fine particle size in order to strengthen with diffusion. The area with high nickel concentration forms austenite, which is softer and can absorb external shock better and is beneficial to improve toughness. Carbonyl nickel can be spherical or chain-like, and the chain-like nickel has a higher comparative area, so the diffusion effect is better. Since nickel also has catalytic effect, it can make the lubricant decompose into carbon black directly and cause the popcorn-like phenomenon of the product. The choice of nickel powder should be based on the specific application.
5. Ferroalloy powder
Fe-alloy powders are often used as a compromise between pre-alloying and adding elemental powders. Compared to pre-alloying base powders, they have the advantages of greater flexibility and more options, while elemental powders have the advantages of moderate price and lower diffusion concentration. In addition to the commonly used molybdenum-iron powder, other ferrous alloy powders of easily oxidized elements, such as V, Cr, Mn, Si and other elements, will be used more and more with the increasing popularity of high-temperature sintering.
TRUER has developed several composite ferrous alloy powders that are useful for refining pearlite and improving hardenability. The mechanical properties are shown in the following table.
| Raw materials | Density | Tensile(Mpa) | Hardness(HRB) | Size changes |
| Atomized iron powder+1.0%AM+0.9%G+0.5%Lube | 7.05 | 632 | 78 | 0.38 |
| Atomized powder+2.0%Cu+0.9%G+0.5%Lube | 7.05 | 482 | 72 | 0.50 |
From the comparison data, it can be seen that the mechanical properties are substantially improved relative to the Fe-Cu-C series, especially the dimensional expansion is effectively controlled. The metallographic organization of the two products is as follows.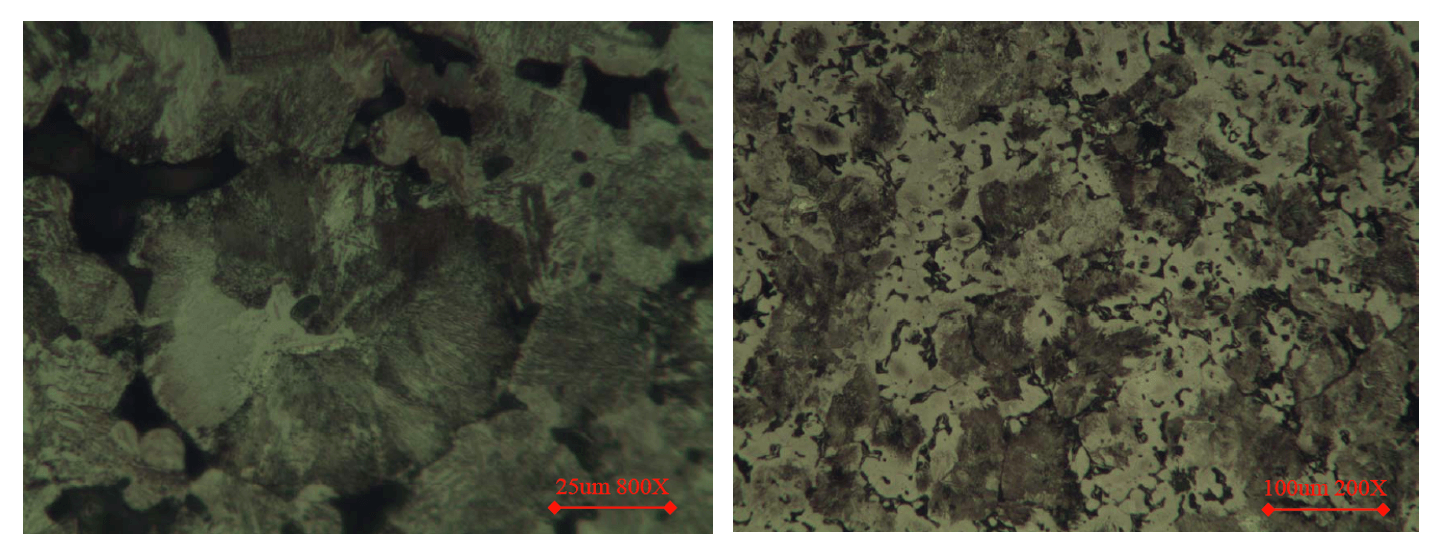
The left photo shows the tissue of AM, at 800x magnification, the pearlite is still very dense. And the right picture shows the tissue of CM, seeing that martensite tissue has appeared in the diffusion area, which is very substantial.
6. Cutting agent
Powder metallurgy belongs to the near net-shaping process, the improvement of the precision machining level directly promotes the development of the powder metallurgy products industry, broadening the application fields. The machining of powder metallurgy parts is becoming more and more of an eye-catching step. However, the porosity of powder metallurgy parts is destined to be different from the conventional steel processing methods, intermittent cutting edge impact, the inability to use coolant, poor heat dissipation, uneven organization, various formulations, and other limiting factors make the tool life greatly reduced, cutting agents come into being. Cutting aid can improve tool life without negatively affecting other aspects of product performance, such as dimensional change and mechanical properties.
Based on the above requirements, the domestic common sulfur powder is basically eliminated. Manganese sulfide has a small shear force, good thermal stability, and small influence on mechanical properties, and has gradually become a mainstream cutting agent. However, the moisture-absorbing property of manganese sulfide makes it difficult to preserve, and the sintered parts are easy to rust and other shortcomings. It is necessary to develop cutting agents for different processes and microstructures, and the following figure is the processing performance of TRUER cutting agent.
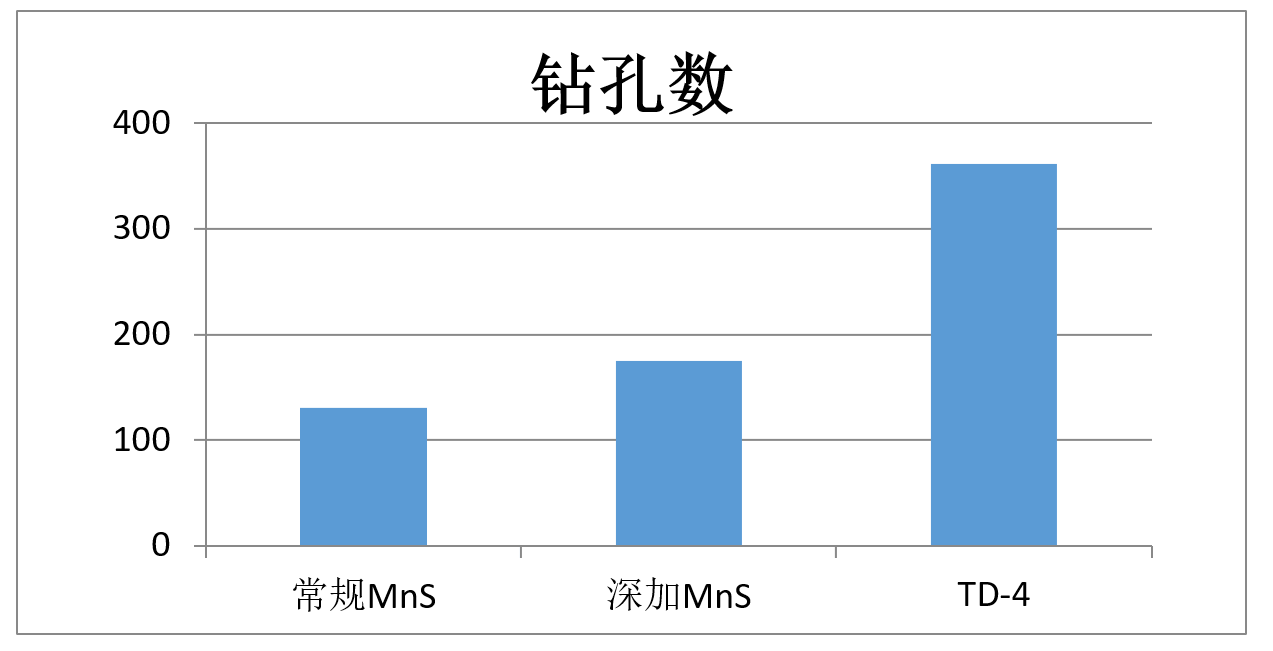
TRUER deep plus manganese sulfide has improved cutting performance compared with conventional manganese sulfide, and the new cutting agent TD-4 has improved performance.
7. Other
In addition to the above-mentioned conventional additives, TRUER also developed high-quality magnetic powder, copper infiltration powder, and flow additives, and other products, which will not be repeated here.
8.Conclusion
Powder metallurgy is an emerging industry, full of room for development and small in volume. Powder metallurgy additives is a more subdivided field with high professional requirements, which requires familiarity with the final application of powder metallurgy and process characteristics, as well as an in-depth understanding of related industries. Over the years, we have always maintained the passion, the fear, and the determination of manufacturing with a heart to make our own efforts for the development of the industry; we are also willing to share experience and grow together with our peers.