Selective laser melting (SLM), also known as direct metal laser sintering (DMLS) or laser powder bed fusion (LPBF), is a powder bed fusion technology used in additive manufacturing. SLM uses a high-powered laser to fuse and melt metallic powders together to produce fully dense 3D objects layer by layer.
SLM is one of the most widely used metal 3D printing technologies thanks to its ability to produce complex geometries with mechanical properties comparable to traditionally manufactured metal parts. This comprehensive guide provides an overview of SLM technology, applications, materials, equipment suppliers, and tips for getting started.
Overview of SLM Additive Manufacturing
SLM is a powder bed fusion 3D printing process that uses a laser to selectively melt and fuse metallic powder particles in a layer-by-layer manner. An overview of how SLM works:
SLM Additive Manufacturing Process Overview
| Process Steps | Description |
|---|---|
| 3D Model Creation | A CAD model of the desired part is created and converted into an STL file. |
| Slicing | Slicing software divides the STL file into layers, generating build instructions for the printer. |
| Powder Spreading | A recoating blade spreads a thin layer of metal powder across the build plate. |
| Laser Scanning | A high-powered laser melts and fuses powder particles in the pattern of each layer, bonding it to the layer below. |
| Lower Build Platform | The build platform lowers, and new layer of powder is spread on top. |
| Repeat Layering | Steps repeat until full part is built up layer-by-layer. |
| Part Removal | Unfused powder is removed, revealing the completed 3D printed part. |
| Post-Processing | Part may require additional finishing like sanding, polishing, heat treating. |
Some key advantages of SLM additive manufacturing include:
- Ability to produce highly complex geometries not possible with conventional methods.
- Minimal material waste since powder can be reused.
- Consolidated assemblies and lightweight structures can be printed as one piece.
- Shorter time to market by reducing the need for custom tooling and fixturing.
- Parts can be customized and designed for optimal performance with generative design.
- Digital inventory – parts can be printed on demand as needed.
- High dimensional accuracy and repeatability.
SLM enables companies in industries like aerospace, medical, and automotive to produce metal parts with mechanical properties meeting or exceeding traditionally manufactured metal components.

SLM Materials
A range of metals and metal alloys can be processed using selective laser melting. The most commonly used SLM materials include:
SLM Materials Overview
| Material | Key Properties | Applications |
|---|---|---|
| Stainless Steel (316L, 17-4PH) | High strength, corrosion resistance | Aerospace, automotive, medical |
| Aluminum Alloys (AlSi10Mg, AlSi7Mg) | Lightweight, strong | Aerospace, automotive |
| Titanium Alloys (Ti6Al4V, TiAl) | Lightweight, biocompatible | Aerospace, medical |
| Cobalt-Chrome (CoCr) | Biocompatible, high hardness | Dental, medical implants |
| Nickel Alloys (Inconel) | Heat resistance, high strength | Aerospace, automotive |
| Tool Steels | High hardness, wear resistance | Tooling, molds |
The most widely used SLM material is aluminum due to its strength-to-weight ratio, corrosion resistance, and cost. Titanium is popular for aerospace and medical applications where biocompatibility and high strength are critical.
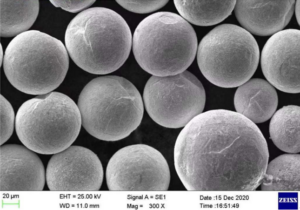
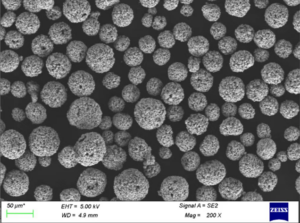
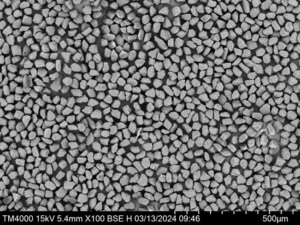
Different metal powders are available with particle sizes ranging from 10-45 microns. Finer powders generally allow for higher resolution and accuracy. The powder particles are normally spherical in shape for optimal flowability and dense packing during the build process.
SLM Part Accuracy and Surface Finish
SLM is capable of producing parts with high accuracy and surface finishes suitable for many end-use applications. Here are some typical values for SLM part properties:
SLM Accuracy and Surface Finish
| Attribute | Typical Values |
|---|---|
| Dimensional Accuracy | ± 0.1-0.2% with ± 0.03-0.05 mm tolerance |
| Resolution | 20-100 microns |
| Surface Roughness (as-built) | Ra 10-25 microns, Rz 50-100 microns |
| Porosity | Nearly fully dense (>99%) |
| Mechanical Properties | Can match traditionally manufactured parts |
Accuracy is influenced by factors like laser beam diameter, powder size, and layer thickness. Thinner layers (20-50 microns) allow for higher accuracy and finer details.
The as-built surface roughness from SLM is relatively high. Various finishing techniques can be used to improve surface finish like sanding, polishing, shot peening, and coating.
SLM Design Guidelines
To successfully leverage SLM additive manufacturing, components should be designed with the process limitations in mind. Here are some key SLM design guidelines:
SLM Design Guidelines
| Design Consideration | Guideline |
|---|---|
| Overhangs | Overhangs greater than 45° may require supports. |
| Wall Thickness | Minimum wall thickness of ~0.3-0.5mm recommended. |
| Holes/Openings | Minimum diameter of ~1mm for round holes. Consider tear-drop shaped holes. |
| Tolerances | Design with +/- 0.1-0.2mm tolerance for high accuracy applications. |
| Surface Finish | Account for post-processing if high surface finish is needed. |
| Supports | Use self-supporting angles or optimize orientation to minimize supports. |
| Text | Minimum text height of 1mm, avoid thin protruding text. |
| Part Orientation | Optimize for minimum supports, overhangs, build time. |
Following DfAM (Design for Additive Manufacturing) principles allows you to maximize the design freedom of SLM and produce highly optimized components not possible with subtractive methods.
SLM Applications
The capabilities of SLM make it suitable for producing metal parts and prototypes across a broad range of industries including:
Key Applications of SLM
| Industry | Applications | Components |
|---|---|---|
| Aerospace | Aircraft components, engines | Turbine blades, rocket nozzles, heat exchangers |
| Medical | Dental restorations, implants | Crowns, bridges, orthopedic implants |
| Automotive | Performance parts, custom designs | Lightweight chassis, custom aluminum parts |
| Tooling | Injection molds, casting patterns | Conformal cooling channels for molds |
| Consumer | Customized products | Jewelry, gadgets, decorative art |
| Defense | Complex weapon systems | Lightweight firearm receivers |
Benefits like light weighting, part consolidation, mass customization, rapid prototyping, and performance improvements make SLM attractive across these industries. Metal additive also enables new levels of design complexity and optimization.
SLM Equipment Overview
SLM machines utilize a laser to selectively melt metal powders layer-by-layer based on a 3D model. Here are some of the main components and capabilities of modern SLM systems:
SLM Machine Components
| Component | Description |
|---|---|
| Laser Source | Fiber lasers up to 500 W with wavelength around 1 μm are common. Provides energy to melt powder. |
| Scanning System | High-speed galvanometer mirrors or scanning array to control laser movement. |
| Powder Bed | Build platform lowers as layers are applied. Powder spread with recoater blade or powder dispenser. |
| Powder Supply | Integrated powder feed containers and valves to supply build area. |
| Inert Gas Flow | Argon or nitrogen atmosphere to prevent oxidation. |
| Controls | Software to prepare and slice model, parameter selection, system controls. |
| Post-Processing | May include powder recovery, sieving, part cleaning equipment. |
SLM Equipment Capabilities
| Parameter | Typical Range |
|---|---|
| Build Envelope | 100-500 mm x 100-500 mm x 100-500 mm |
| Layer Thickness | 20-100 μm |
| Laser Spot Size | 50-120 μm |
| Scan Speed | Up to 10 m/s |
| Minimum Feature Size | 150-300 μm |
| Materials | Stainless steel, aluminum, titanium, Inconel, more |
Higher-end SLM machines offer larger build volumes, higher laser power for faster builds, and features like multi-laser capabilities. Machines are available from suppliers ranging from office-size desktop printers to large-scale production systems.

SLM Post-Processing
SLM printed metal parts often require post-processing to achieve the desired finish and properties. Some typical post-processing steps include:
SLM Post-Processing
| Process | Description |
|---|---|
| Support Removal | Removing support structures from the part. |
| Thermal Stress Relief | Heat treating to relieve residual stresses from the build process. |
| Surface Finishing | Sanding, grinding, polishing, shot peening to improve surface finish. |
| Hot Isostatic Pressing | Applying high temperature and pressure to increase density, enhance properties. |
| Machining | Conventional CNC machining for higher precision features or surfaces. |
| Coatings | Applying specialty coatings to resist wear, corrosion, etc. |
The specific post-processing depends on the material, end-use requirements, and desired properties. Processes like annealing can also be performed to modify the microstructure and mechanical behavior as needed.
How to Choose an SLM Supplier
Selecting the right SLM supplier is important when adopting the technology. Here are key considerations for choosing an SLM equipment supplier:
Choosing an SLM Supplier
| Consideration | Details |
|---|---|
| Build Envelope | Match build volume to your part size needs. Larger machines have higher upfront cost. |
| Materials | Ensure machine offers the materials you aim to print with like stainless steel, titanium, etc. |
| Accuracy/Surface Finish | Select technology capable of your application requirements. May require post-processing. |
| Production vs Prototyping | Lower-cost desktop models for prototyping. Larger production systems for manufacturing. |
| Parameters/Controls | Review available build parameters, material profiles, and software capabilities. |
| Training and Support | Look for training programs and responsive technical support. |
| Post-Processing Equipment | Requires investment in equipment for powder recovery, surface finishing, heat treating. |
| Software Ecosystem | Assess capabilities for file preparation, process simulation, MES software integration. |
| Compliance and Certification | Important for highly regulated sectors like aerospace, medical, automotive. |
Work with SLM suppliers to select suitable equipment matched to your specific production and part needs. Many provide sample parts to evaluate quality and material properties.
SLM Equipment Suppliers and Costs
There is a range of equipment suppliers offering SLM systems for metal additive manufacturing. Here is an overview of leading SLM suppliers and approximate system pricing:
SLM Suppliers
| Supplier | Sample Systems | Approx. Cost |
|---|---|---|
| EOS | EOS M290, EOS M400 | $500,000 – $1,500,000 |
| SLM Solutions | SLM®500, SLM®800 | $400,000 – $1,000,000 |
| 3D Systems | DMP Factory 500 | $500,000 – $800,000 |
| GE Additive | Concept Laser M2 Series 5 | $700,000 – $1,200,000 |
| Renishaw | RenAM 500M | $500,000 – $750,000 |
Desktop SLM Systems
| Supplier | Sample Systems | Approx. Cost |
|---|---|---|
| Markforged | Metal X | $100,000 – $200,000 |
| Desktop Metal | Studio System 2 | $120,000 – $200,000 |
| AddUp | FormUp 350 | $100,000 – $300,000 |
For lower volume production, prototyping needs, or limited budgets, desktop SLM systems are available starting under $100,000. Larger production systems range from $400,000 to over $1 million.
Installing and Operating SLM Printers
To install and operate an SLM printer, some key requirements include:
SLM Printer Installation and Operation
| Consideration | Details |
|---|---|
| Space | Equipment has large footprint. Allow space for powder handling, post-processing. |
| Power | Require 220V-480V electrical supply, may need chiller for cooling. |
| Inert Gas | Nitrogen or argon supply with backup tanks. |
| Ventilation | Fume extraction system to vent process emissions. |
| Staffing | Trained operators to prepare files, setup builds, handle powder. |
| Safety | Follow protocols for powder handling, chemical handling, laser use. PPE. |
| Maintenance | Daily and periodic maintenance required, per supplier guidelines. |
| Parameter Optimization | Test builds required to optimize SLM process parameters. |
| Part Removal | Use powder recovery system or glove box for manual removal. |
Work closely with your equipment supplier to prepare the facility and train staff. Expect a learning curve to become proficient operating the printer and post-processing parts.
Advantages and Limitations of SLM Printing
Here is an overview of the key advantages and limitations of selective laser melting technology:
SLM Advantages
- Complex geometries and lightweight structures
- High strength and surface hardness
- Short lead time for production
- Minimal waste material
- Digitally flexible and customizable designs
SLM Limitations
- Relatively high production costs per part
- Limited size based on build envelope
- Post-processing often required
- Anisotropic material properties
- Qualification required for high-performance applications
- Limited material selection beyond metals
For the right applications, SLM can provide significant advantages over casting, CNC machining, and other conventional manufacturing processes for metal parts. The technology continues advancing to expand production capabilities.
SLM vs. Other Metal 3D Printing Processes
SLM is one of several metal additive manufacturing technologies available. Here is how it compares to other leading metal 3D printing processes:
Comparing Metal 3D Printing Processes
| SLM | DED | Binder Jetting | |
|---|---|---|---|
| Power Source | Laser | Metal wire fed | Adhesives |
| Build Approach | Powder bed | Deposition welding | Powder bed + binder |
| Materials | Al, Ti, CoCr, more | Al, Ti, stainless, more | Stainless steel, super alloys |
| Accuracy | High | Moderate | Medium to high |
| Surface Finish | Rough to moderate | Rough | Smooth |
| Build Size | Small to medium | Medium to large | Medium to large |
| Productivity | Low to moderate | High | High |
SLM is valued for small to medium precise parts with good mechanical properties. DED is faster and can produce very large parts. Binder jetting offers high productivity but has limitations on material properties.
SLM Metal 3D Printing Costs
Here is an overview of typical cost factors for selective laser melting:
SLM Cost Drivers
- Machine equipment purchase ($100,000 – $1,000,000+)
- Material costs ($50-$500/kg powder)
- Labor for operations and post-processing
- Additional equipment for powder handling, finishing
- Facility upgrades like ventilation, utilities
- Production volume (costs higher for low volumes)
For context, SLM printed metal parts can range from $2,000 to $10,000+ per part depending on the factors above. Use SLM for low to medium volumes where benefits outweigh costs. Subtractive methods like CNC machining are more economical at higher volumes.
SLM Industry Standards
As an emerging technology, SLM additive manufacturing is an active area for standards development to support quality, repeatability, and part qualification. Some key standards activities include:
SLM Standards Development
| Standards Body | Example Efforts |
|---|---|
| ASTM | Standards for powder bed processing, test methods, and materials like titanium alloys. |
| ISO | Standards for terminology, design, processes, test methods, and qualification principles. |
| SAE | Aerospace material and process specifications for laser powder bed fusion. |
| API | Developing process standards for oil and gas applications. |
| ASME | Guides for design, materials, and process qualification. |
| America Makes & ANSI | Standardization roadmap for metal AM. |
Certification and compliance with standards is critical for regulated industries to adopt SLM AM technology confidently. Continued development of standards will enable broader adoption of SLM across industries.

Getting Started with Metal SLM Printing
For companies exploring selective laser melting technology, here are some recommended steps to get started:
Tips to Start with SLM
- Evaluate SLM material and application fit
- Compare capabilities of SLM machine suppliers
- Budget for equipment, installation, materials, and training costs
- Start with an experienced AM production partner if possible
- Design test parts tailored to SLM strengths
- Optimize process parameters like orientations, supports, layer thickness, etc.
- Validate mechanical properties meet requirements
- Assess post-processing needs for finishing
- Develop internal expertise and training program
- Leverage AM design resources and software tools
Partnering with an SLM service provider can help minimize initial risks and access advanced expertise in the technology. As experience is gained, bringing SLM in-house provides maximum production control and IP protection.
FAQs
Q: What materials can be processed with SLM?
A: The most common SLM materials are aluminum, titanium, stainless steel, cobalt-chrome, nickel alloys, and tool steels. New material options are continually being qualified.
Q: What is the typical accuracy of SLM printed parts?
A: Accuracy is generally around ±0.1-0.2% with tolerances of ±0.03-0.05 mm possible. Thinner layers down to 20 microns allow higher accuracy.
Q: Does SLM require any post-processing?
A: Some post-processing like support removal, surface finishing, heat treating, and machining is often needed to get the desired properties and cosmetic appearance.
Q: How dense are SLM-printed metal parts?
A: SLM can produce near-fully dense parts (>99% density) provided parameters are optimized for the material used.
Q: What types of designs are best for SLM?
A: Complex, lightweight geometries with lattices and organic shapes benefit most from SLM design freedom. Avoid thin or narrow unsupported features.
Q: Is it possible to print large parts with SLM?
A: The maximum size is limited by the printer’s build envelope, typically under 500x500x500 mm. Larger systems are in development but have tradeoffs.
Q: How does quality compare to traditional manufacturing?
A: With parameter optimization and post-processing, SLM parts can achieve material properties on par with traditional methods. Part qualification is still required.
Q: What factors most influence the costs?
A: Machine equipment, material costs, labor, volume, and complexity of post-processing are major drivers. Optimizing these can reduce costs.