Introduction of Cold sprayadditive technology
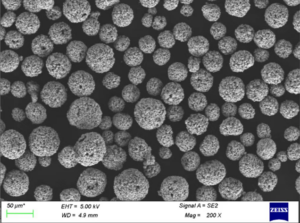
Cold-sprayed metal powders can be used not only as a coating, but also as a additive manufactured component. Compared with the additive technology methods of laser or electron beam, cold spray additive technology has shorter production time,high flexibility of size and is not affected by the high reflectivity of copper, aluminum and other metals on the laser. Our Gas-atomized metal powder specially designed for cold spray available in a wide range of alloys, including pure copper, CuAg, CuAgZr, CuCrZr, CuZn, CuCrNb alloys and pure Aluminium, A357, Al2204, Al6061, Al7050, Al5052, A380, Al7075, Al5056, AlSi10Mg.
During cold spraying, PSD 0-50um Solid powdersare accelerated in a supersonic gas jet to velocities up to ca. 1200 m/s. During impact with the substrate, particles undergo plastic deformation and adhere to the surface.Unlike thermal spraying techniques, e.g., plasma spraying, arc spraying, flame spraying, or high velocity oxygen fuel (HVOF), the powders are not melted during the spraying process.
There are several factors that can affect the quality of cold-sprayed coatings and the deposition efficiency. Main influential factors are:
- Gas type, e.g. air, nitrogen, helium
- Gas pressure
- Gas temperature
- Particle size
- Feedstock material properties, e.g. density, strength, melting temperature
- Nozzle type
- Substrate
- Deposition kinetics (gun transverse speed, scan velocity, number of passes …)
- Standoff distance, the distance between the cold spray nozzle and the substrate.
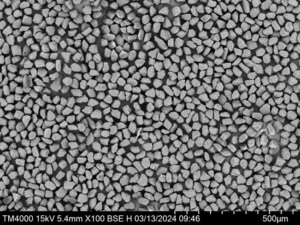
Our water Atomized powders with very fine powders have numerous advantages for cold Spray additive manufacturing and also arean extremely economic manner for cold spray metal deposition processes.This is due to the much lower manufacturing costs of water atomization vs. VIGA, especially foriron-basedcold spray 3d printing, such as 316L, Invar 36, 300M, M2, 304L.
Some more expensive Titanium alloy powders and Nickel alloy powders also are used in cold spraying, such asCP Ti, Ti6Al4V, and Inconel 718, Inconel 625, NiCr8020, pure Nickel. Even more expensive cold spraying of tantalum and niobium is being studied due to its lower temperature comparing thermal spraying.

The articles of studies above are cited here:
1.N. Hutasoit, R.A.R. Rashid, S. Palanisamy, A. Du N. Hutasoit, R.A.R. Rashid, S. Palanisamy, A. Duguid, Int. J. Adv. Manuf. Technol. 110 (2020) 2341–2357.
2.S. Singh, P. Singh, H. Singh, R.K. Buddu, Mater. Today Proc. 18 (2019) 830–840.
3.K. Yang, W. Li, X. Guo, X. Yang, Y. Xu, J. Mater. Sci. Technol. 34 (2018) 1570–1579.
4.M.S. Lee, H.J. Choi, J.W. Choi, H.J. Kim, Nucl. Eng. Technol. 43 (2011) 557–566.
5.C. Huang, M. Arseenko, L. Zhao, Y. Xie, A. Elsenberg, W. Li, F. Gärtner, A. Simar, T. Klassen, Mater. Des. 206 (2021) 109826.
6.W. Li, D. Wu, K. Hu, Y. Xu, X. Yang, Y. Zhang, Surf. Coatings Technol. 409 (2021) 126887.
7.Y.J. Li, X.T. Luo, C.J. Li, Surf. Coatings Technol. 407 (2021) 126709.
8.R. Huang, M. Sone, W. Ma, H. Fukanuma, Surf. Coatings Technol. 261 (2015) 278–288.
9.Undisclosed.
10.S. Yin, R. Jenkins, X. Yan, R. Lupoi, Mater. Sci. Eng. A 734 (2018) 67–76.
11.F. Gärtner, T. Stoltenhoff, J. Voyer, H. Kreye, S. Riekehr, M. Koçak, Surf. Coatings Technol. 200 (2006) 6770–6782.
12.Y. Li, Y. Wei, X. Luo, C. Li, N. Ma, J. Mater. Sci. Technol. 40 (2019) 185–195.