TRUER Lub-W vs. Common Lubricants
1# Lubricant: TRUER Lube-W
2# Lubricant: ordinary lubricant
I. Test methods.
1、How to load the boat: Iron boat with corresponding lubricant and iron cover plate (weight of lubricant).
2、Sintering temperature: 600℃, gas protection
3. Do not unload the product boats after they have been baked (each boat is marked with the product).
4、Weigh the residual lubricant after sintering
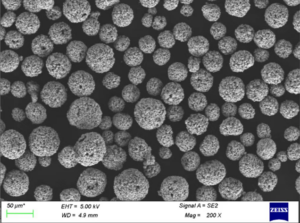
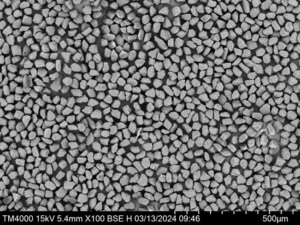
5、According to the Fe-3 formula, the lubricant adopts TRUER Lube-W, verify the molding performance.
Caution.
1、The experimental boat must be separated from the copper-based products for more than 1 hour to avoid affecting the sintering quality of the copper-based products.
2、Stop the protective gas only after the test piece is out of the furnace.
II. Experimental results.
1. Residue test results
Experimental results for 1# lubricant (TRUER Lube-W).
A boat: Lubricant weight 87g, residue after sintering: 1g Residue rate: 1.15%
B boat: Lubricant weight 80g, residue after sintering: 1g Residue rate: 1.25%
Experimental results for #2 lubricant (ordinary lubricant).
A boat: Lubricant weight 81g, residue after sintering: 10g Residue rate: 12.35%
B boat: Lubricant weight 85g, residue after sintering: 10g Residue rate: 17.65%
The above results show that the residue after the sintering of TRUER Lube-W lubricant is obviously better than ordinary lubricants.
2、Forming performance test results.
According to the Fe-3 formula, TRUER Lube-W is adopted in the lubricant, which has good forming performance without any abnormality such as mold pulling and so on.
The above experimental results verify that TRUER Lube-W has less residue after sintering than ordinary lubricants and is less harmful to the environment.
The performance of the furnace, the furnace, and the product after sintering are all advantageous.