







IN738, also called as Inconel 738 and K438, is a precipitation hardenable Ni-base superalloy by gamma-prime with superior corrosion resistance and high temperature creep-rupture strength.It has high carbon type IN738C and low carbon type IN738LC.
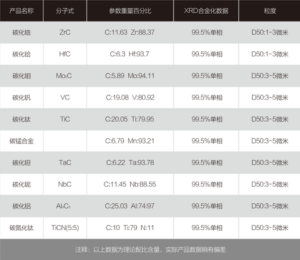
Chemical Composition:
![]()
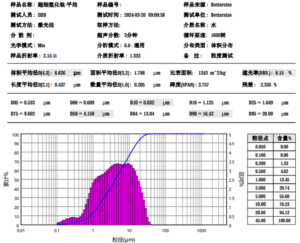
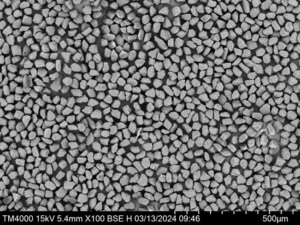
Particle Size Distribution (PSD): 0-45, 15-53, 45-105, 45-150um or sieved as required
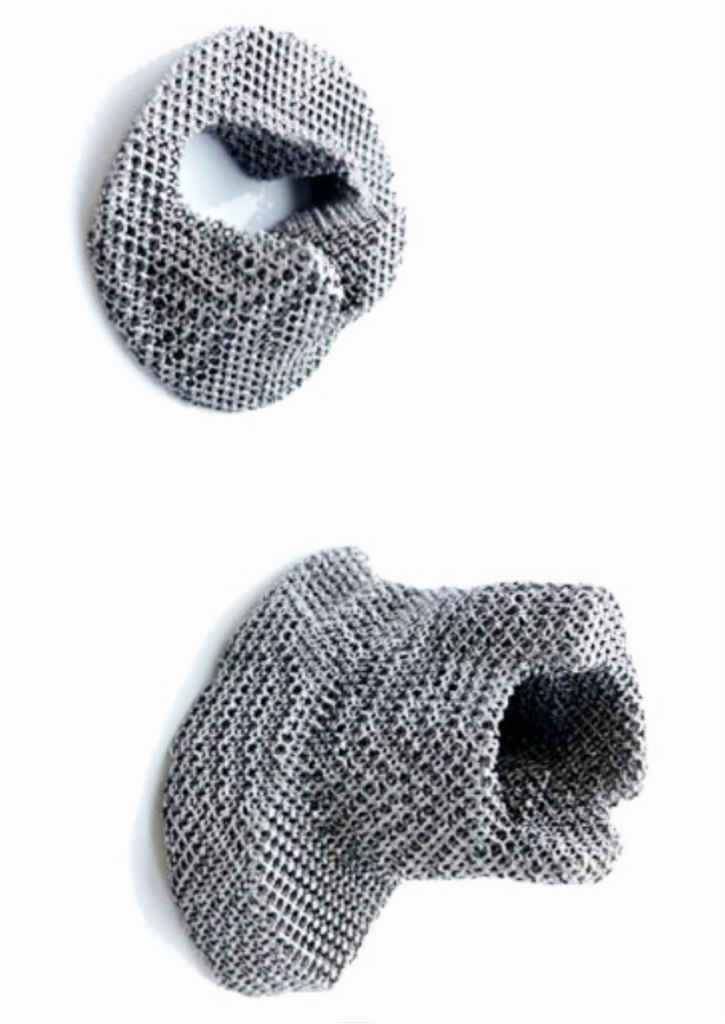
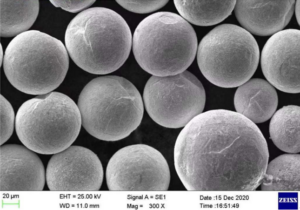
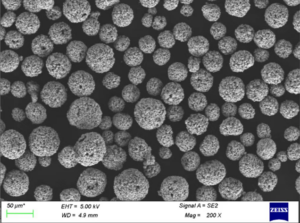
Shape: Spherical
Type: Gas atomized (GA) or Plasma rotating electrode powder (PREP)
Powder packing: 5kg, 10kg, 25kg or as required; plastic bottle/can.
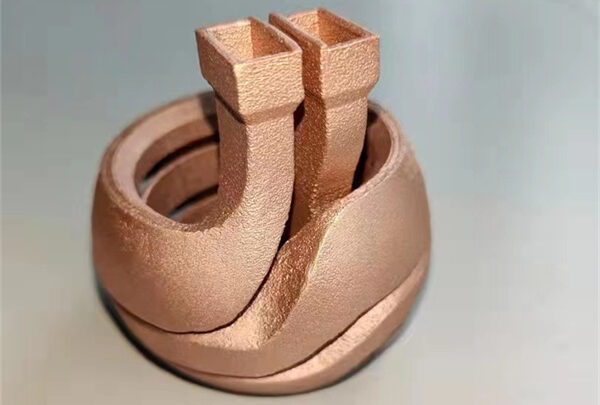
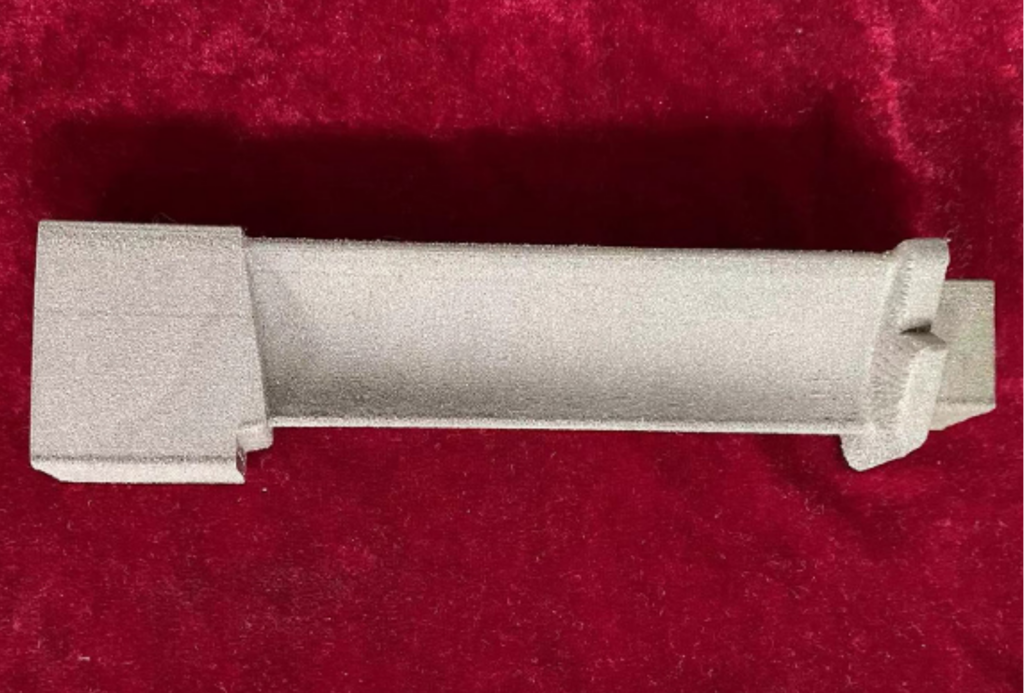
Application: 3D printing (AM:SLM/EBM), PM, Spraying and other processes.