CuCrZr (C18150) alloy is a precipitation-hardening alloy known for its high mechanical, thermal, and electrical properties. The alloy is widely used in heat exchange devices and in the field of nuclear fusion.
CuCrZr alloy is a very attractive alloy that can replace pure copper in many applications, with Cr in the range of 0.5 wt% to 1.2 wt%, Zr in the range of 0.03 wt% to 0.3 wt%. And it is easier to manufacture, compared to pure copper, by laser-based additive manufacturing technology, which has superior mechanical properties and ensures a sufficiently high thermal conductivity that is considered an effective alternative to pure copper in many applications.
For forged CuCrZr alloy, solution annealing and age hardening are the main heat treatments that can be performed on, while solution annealing can be skipped in the case of LPBF CuCrZr alloys.
Solution annealing: This treatment is carried out by heating the material in a protective inert atmosphere (usually Ar) above 900°C for 30 minutes or several hours. The material is then rapidly cooled in water or air to supersaturate the copper matrix with Cr and Zr. In the case of LPBF parts, this treatment is already completed during LPBF process because the melt pool cools fast enough to act as a quench and produce a supersaturated microstructure. Solution annealed parts are very soft and the mechanical properties are too weak which cannot be considered as a separate heat treatment.
Age-hardening: Typically, this treatment follows solution annealing and is carried out at lower temperatures for a longer period of time (typically from 400°C to 600°C, up to 6 hours in an inert environment (Ar, vacuum, N2 and sometimes also in H2 atmosphere). This treatment is designed to allow controlled precipitation of hard intermetallic phases in supersaturated materials to produce binary or ternary compounds of Cu, Cr, and Zr.
In this work, only age hardening is studied with the temperature fixed at 550 ° C, three different durations were checked. The objective was to understand how the duration of heat treatment affects the material and whether age hardening treatment is applicable to meet the mechanical requirements of CuCrZr using additive manufacturing for fusion reactor components.
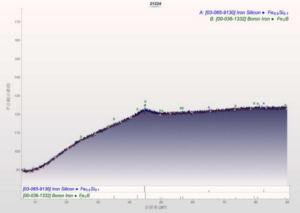
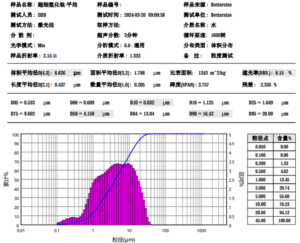
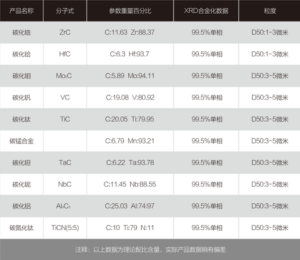
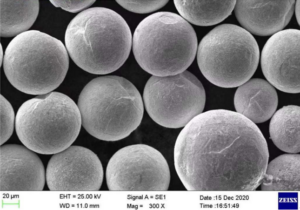
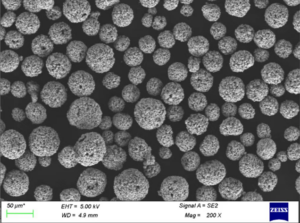
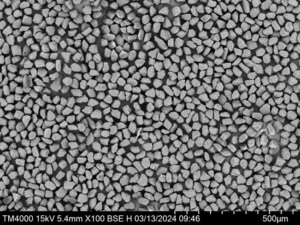
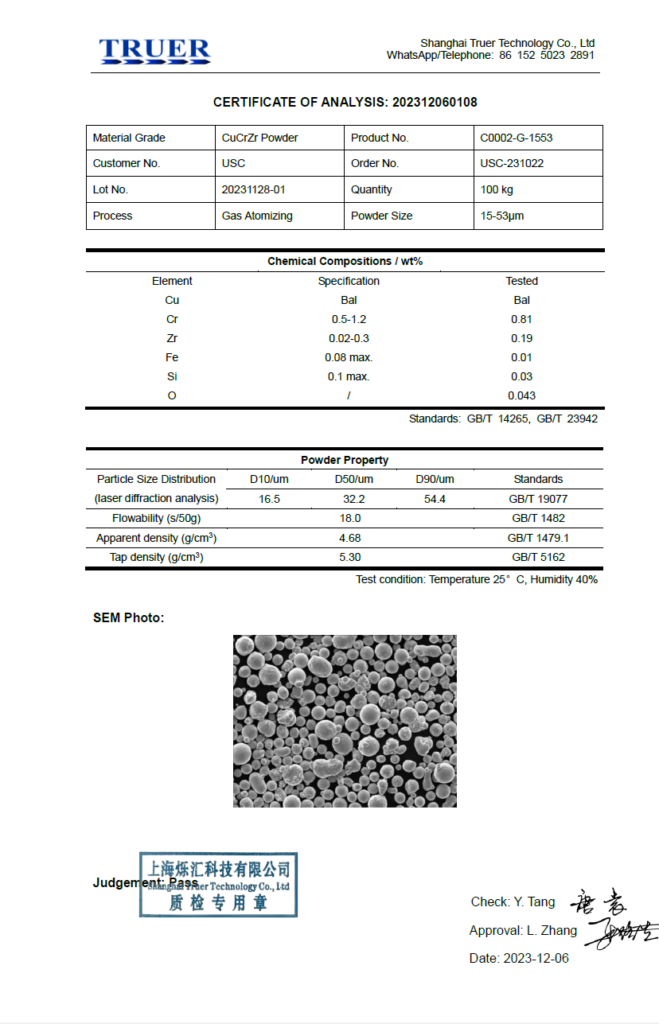
The chemical composition, particle size distribution (PSD) and particle shape of the powders used in this study is shown in the below Certificate:
In this study, samples used for investigation were printed into near-net-shape geometries. Then the sample is machined to remove the rough skin and bring the sample to the correct geometry for hardness tests.
Parameter optimization is carried out to achieve the highest density of samples with the combination of scan spacing (in the range of 0.06-0.1 mm), laser speed (from 350 to 650 mm/s) and laser power maintained at 370W, the stripe width fixed at 5mm, and the layer thickness fixed at 0.03mm for all layers. At each layer, the direction of the stripes changes with a 67° rotation. The vertical orientation in this project is the same as the building orientation. Diagramed in Figure 1:
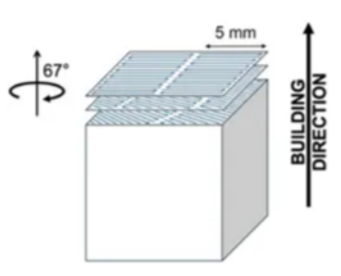
Figure 1. Schematic diagram of the additive manufacturing process
Forty cubes (10 mm x 10 mm x 10 mm) with different combinations of scan spacing and scan speed were made. Their density is then measured by the Archimedes method.
The as-built samples were treated by three aging hardening duration at 550 °C for 1 h, 3 h, and 6 h in a nitrogen atmosphere with a heating and cooling slope of 150 °C/h (cooling in an oven and in a protective atmosphere).
The histogram in Figure 2 shows the average relative density of all combinations of study process parameters measured by the Archimedes method. The reference density is equal to 8.8869 g/cm3. This value is then used to calculate the relative density of the additively manufactured sample.

Figure 2. The relative density of samples as a function of the process parameters
The highest relative density (99.15%) was obtained using the following set of process parameters: laser power 370 W, scan spacing (hatching distance) 0.07 mm, scan speed 450 mm/s, and stripe width 5 mm. At a scan spacing of 0.07 mm, there was no significant change in relative density with different scan speed.
A scan spacing of 0.06mm is not good for density, resulting in density values in the range of 98-98.5%. This may be due to heat accumulation leading to overheating which reduces the final density.
Figure 3 shows the microstructure of the samples after 1h and 6h aging treatment. It showed longer age hardening duration did not alter the microstructural features that can be observed at low magnifications, 1h duration compared for 6h duration.
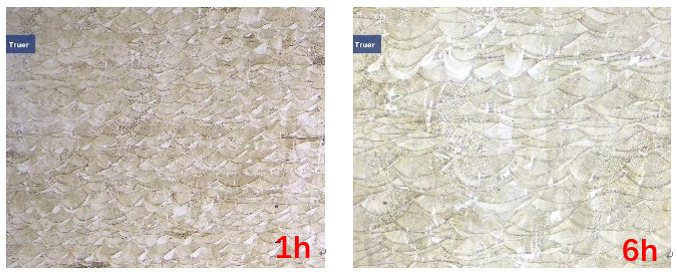
Figure 3. Microstructures of 1h and 6h samples
Figure 4 shows SEM micrographs of the 6h sample. It showed many circular particles can be seen (especially in Figure 5c) in columnar grains, which can be nanohardened particles. Further investigation by EDS for these nano-sized precipitates showed it is small Cr or Zr precipitates from a few to 50 nanometers evenly dispersed inside the material.
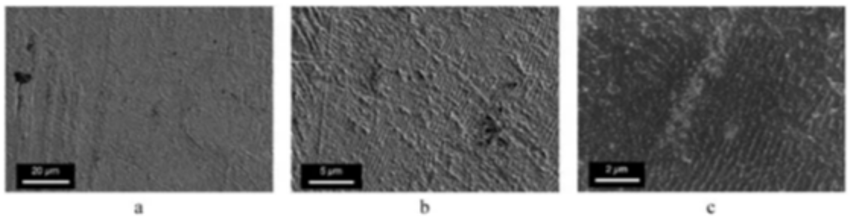
Figure 4 SEM secondary electron images at different magnifications after aging at 550 °C for 6 h
Defects were also observed in the studied samples. Figure 5 shows some defects which are typical in AM parts, such as the lack of fusion (LoF) and porosity created mainly by gas entrapment.
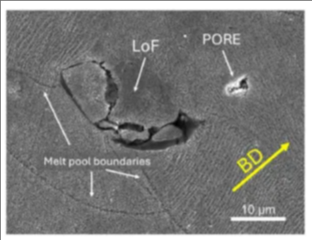
Figure 5 Defects found in the cross-section of the LPBF as-built sample
Figure 6 is Vickers microhardness values for as-built and heat-treated samples. It is easy to understand that the hardness is lower in as-built conditions compared to aged specimens: 1h aging at 550 °C significantly improves this hardness (165 HV, twice the value of 84 HV in as-built specimens). After 3h aging, the hardness of sample began to reduce (average 144 HV) and after 6 hours of treatment, the material softened further, but in this case there was also an improvement relative to the as-built state. This means that the duration of 6 h is too long, resulting in coarsening of precipitates. It can be seen that 1 hour is already effective in increasing the hardness of the material compared to the as-built conditions. This means that the material has undergone over aging after 1h.
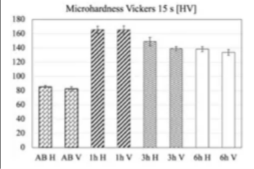
Figure 6 Vickers microhardness values for as-built and aged samples
In summary, from a mechanical point of view, aging treatment is promising for the improvement of mechanical properties of LPBF CuCrZr alloy. Butt it needs to do some investigation to find the prior combination of powder properties, LPBF parameters and aging process.
。